

")
دای پلت میل P7pellet mill p7 DIE
دای های تخت یا flat dies، قطعات جایگزین یا اضافی در صنعت تولید پلت است. دو نوع دای صاف وجود دارد: مخصوص دستگاه پلت نوع D (نوع دای چرخان) و نوع R (رولر چرخان). دای های فلت نوع D رایجتر هستند، اما هر دو نوع دای تخت به شدت شبیه هم هستند.
ابعاد و پارامترهای خاص دای های تخت به طور دقیق با طراحی دستگاه پلت و جزئیات فرآیند پلتسازی مرتبط هستند. ابعاد کلی وابسته به اندازه دستگاه پلت هستند، در حالی که قطر سوراخها و نوع سئراخ باید با توجه به تکنولوژی فرآیند پلتسازی انتخاب شوند.
نکات مهم هنگام انتخاب دای فلت
قطر دای :
قطر خارجی دای تخت بر اساس شکاف دای در دستگاه پلت میل مشخص میشود. دستگاههای پلت میل بزرگتر طراحی شده برای استفاده از دای های تخت بزرگ، باید با موتورهای مناسب تجهیز شوند، زیرا دای های تخت بزرگ، منجر به افزایش مصرف انرژی میشود. همچنین دای های تخت بزرگتر به دلیل مساحت کاری بیشتر ، بهرهوری بیشتری دارند.
ضخامت دای:
یکی از پارامترهای حیاتی در دای تخت، ضخامت آن است. مواد، با اعمال فشار و گرمای دای تخت از طریق سوراخهای آن، به شکل فشردهای تبدیل میشوند. اندازه فشار پلت سازی به طول سوراخها و در نتیجه ضخامت قالب تخت بستگی دارد. انتخاب ضخامت مناسب برای دای تخت در فرآیند پلتسازی بسیار حائز اهمیت است. اگر سوراخها خیلی کوتاه باشند، فشار پلتسازی ناکافی خواهد بود و ممکن است منجر به ناپایداری محصول شود. از سوی دیگر، سوراخهای بسیار بلند میتوانند فشار پلتسازی را افزایش دهند و باعث گیر کردن مواد در قالب شوند. نکته دیگری که باید در نظر گرفته شود، مقاومت کلی مورد نیاز برای جلوگیری از ترک در دای تخت است.
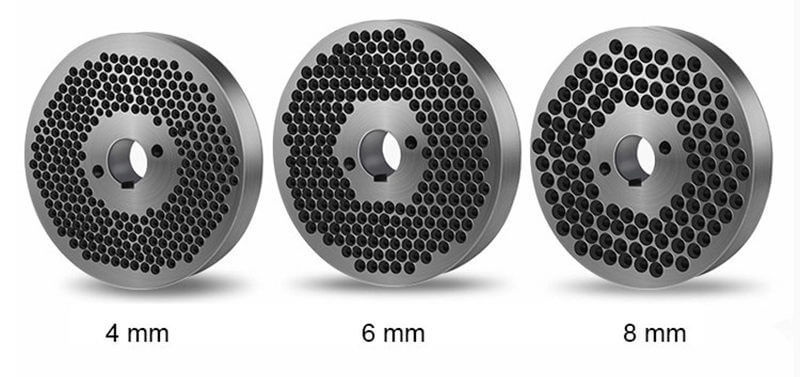
اندازه سوراخ های دای تخت:
سوراخهای دای تخت باید با توجه به قطر مورد نظر برای پلت انتخاب شوند، و این امر بدون توجه به ابعاد یا پارامترهای دیگر قابل تنظیم است. هر پلت میل میتواند یک بسته دای تخت با سوراخهای مختلف داشته باشد که این امکان را فراهم میکند که پلت با قطرهای مختلف تولید شوند. لازم به ذکر است که کیفیت نهایی محصول به اندازه ذرات مواد پلت شده بستگی دارد. توصیههایی برای اندازه سوراخها برای مواد محبوب وجود دارد. به عنوان مثال، برای پلت سازی خوراک معمولاً از سوراخهای 4 میلیمتری استفاده میشود، در حالی که برای پلت زنی خاک اره اندازه سوراخهای مناسب 6 میلیمتر یا 8 میلیمتر برای قالبهای بزرگ است.
کانترسینکها و فاکتور فشردهسازی
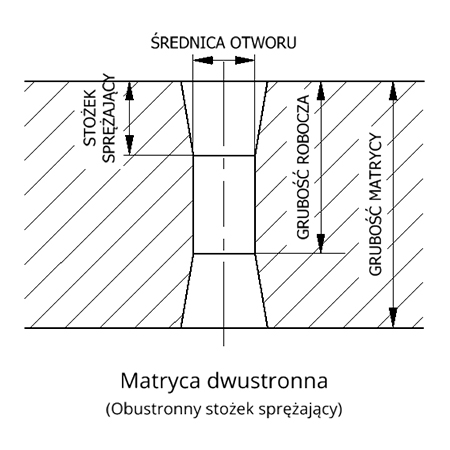
ضخامت کل و ضخامت موثر
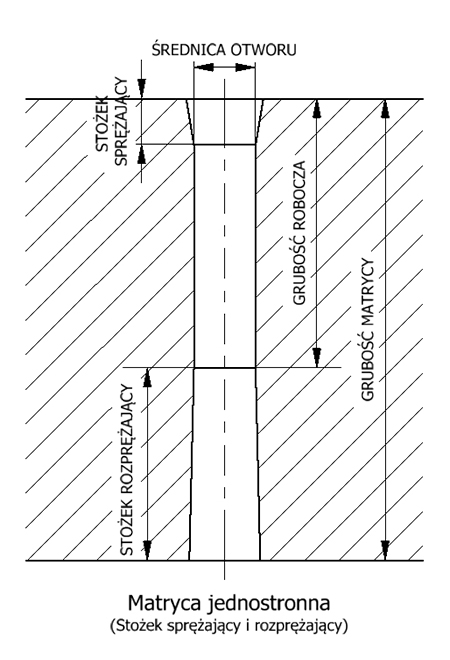
ضخامت کل یکی از پارامترهای اصلی در دای های تخت است و مقدار آن باید در مشخصات محصول تعیین شود. در دای های کوچک با قطر تا 350 میلیمتر، امکان استفاده از هر دو سطح آنها به عنوان سطح کار وجود دارد، که طول عمر دای تخت را بسیار افزایش میدهد. برای دستیابی به این هدف، باید در هر دو طرف سوراخهای دای تخت، سوراخ سر پهن وجود داشته باشد. در دای های صنعتی بزرگ با قطر 400 میلیمتر و بیشتر، استفاده از هر دوسمت دای غیرممکن است، زیرا برای دوام مناسب قالب، از سوراخهای بلند بلند باید استفاده کنیم تا مواد در سوراخها گیر نکنند.
سوراخ سر پهن
در مرحله اول فرآیند گندلهسازی درپلت میل ، مواد اولیه با فشار دادن آنها از طریق کانترسینک یا سوراخ های سر پهن روی ورودی سوراخها فشرده میشود. نوع اندازه کانترسینک برای هر مواد خام به طور مستقل انتخاب میشود. ما در تولید خود از کانترهای مناسب برای پلت کردن خاک اره مخروطی (صنوبر، صنوبر)، خاک اره نرم (کاج)، خاک اره سخت (بلوط، راش)، خرده چوب، سبوس، کاه (کاه غلات، کاه کلزا)، غلات، ذرت، آفتابگردان، کود و غیره استفاده میکنیم. انتخاب کانترسینک مناسب بر اساس ترکیب مواد اولیه باید صورت گیرد.
زاویه و طول کانترسینک دو پارامتر اساسی هستند که ورودی را توصیف میکنند. برای زاویه و طول بیشتر، مواد بیشتری به طور همزمان فشرده میشود که منجر به راندمان و مصرف انرژی بالاتر میشود. ورودی های کوچکتر میتوانند تأثیر منفی بر کیفیت محصول نهایی داشته باشند.
| سایر مشخصات | ||||||||
|---|---|---|---|---|---|---|---|---|
|
||||||||
با ثبت دیدگاه موافقت خود را با قوانین انتشار نظرات در سایت اعلام می کنم.
هیچ پرسشی یافت نشد
برای ثبت پرسش، لازم است ابتدا وارد حساب کاربری خود شوید



دیدگاهها0
هیچ دیدگاهی برای این محصول نوشته نشده است.